
१६० मिमी रुंदी आणि १२ मिमी जाडीच्या तांब्याच्या बारवर प्रक्रिया करणारे बहु-कार्यक्षम नॉन-सीएनसी बसबार मशीन








१६० मिमी रुंदी आणि १२ मिमी जाडीच्या कॉपर बारसाठी मल्टी-फंक्शन नॉन-सीएनसी बसबार प्रोसेसिंग मशीनच्या उत्पादनातील गुणवत्तेतील त्रुटी शोधून काढणे आणि देशा-विदेशातील ग्राहकांना सर्वोत्तम सेवा प्रदान करणे, हे आमचे ध्येय आहे. या उद्योगातील सर्व वाढत्या ट्रेंडशी जुळवून घेण्यासाठी आणि तुमचे समाधान प्रभावीपणे पूर्ण करण्यासाठी आम्ही आमचे तंत्रज्ञान आणि उच्च गुणवत्ता सुधारणे कधीही थांबवत नाही. जर तुम्हाला आमच्या सोल्यूशन्समध्ये रस असेल, तर कृपया आमच्याशी मोकळेपणाने संपर्क साधा.
उत्पादनातील गुणवत्तेतील त्रुटी शोधून काढणे आणि देशा-विदेशातील ग्राहकांना मनापासून सर्वोत्तम सेवा पुरवणे, हे आमचे ध्येय आहे.मल्टी-फंक्शन नॉन-सीएनसी बसबार मशीन आणि योग्य मल्टी-फंक्शन नॉन-सीएनसी बसबार उपकरणेयाव्यतिरिक्त, उच्च दर्जाची खात्री करण्यासाठी आमची सर्व उत्पादने अत्याधुनिक उपकरणे आणि कठोर गुणवत्ता नियंत्रण (QC) कार्यपद्धती वापरून तयार केली जातात. जर तुम्हाला आमच्या कोणत्याही उत्पादनांमध्ये किंवा उत्पादनांमध्ये रस असेल, तर आमच्याशी संपर्क साधायला अजिबात संकोच करू नका. तुमच्या गरजा पूर्ण करण्यासाठी आम्ही सर्वतोपरी प्रयत्न करू.
उत्पादनाचे वर्णन
BM303-S-3 सिरीज ही आमच्या कंपनीने डिझाइन केलेली (पेटंट क्रमांक: CN200620086068.7) बहुकार्यक्षम बसबार प्रक्रिया करणारी मशीन असून, चीनमधील पहिली टरेट पंचिंग मशीन आहे. हे उपकरण एकाच वेळी पंचिंग, शियरिंग आणि बेंडिंग ही सर्व कामे करू शकते.
फायदा
योग्य डाय वापरून, पंचिंग युनिटद्वारे गोल, लंबगोलाकार आणि चौरस छिद्रे पाडता येतात किंवा बसबारवर ६०*१२० मिमी क्षेत्रफळावर ठसा उमटवता येतो.
या युनिटमध्ये टरेट-प्रकारचे डाय किट वापरले आहे, ज्यामध्ये आठ पंचिंग किंवा एम्बॉसिंग डाय साठवता येतात, ऑपरेटर १० सेकंदात एक पंचिंग डाय निवडू शकतो किंवा ३ मिनिटांत सर्व पंचिंग डाय बदलू शकतो.

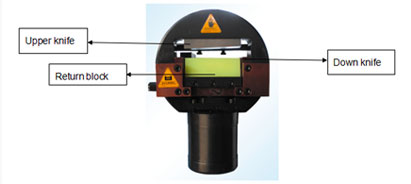
शियरिंग युनिट सिंगल शियर पद्धत निवडते, ज्यामुळे मटेरियल शियर करताना कोणताही स्क्रॅप तयार होत नाही.
आणि या युनिटमध्ये गोलाकार एकात्मिक रचना वापरली आहे, जी प्रभावी असून दीर्घकाळ टिकण्यास सक्षम आहे.
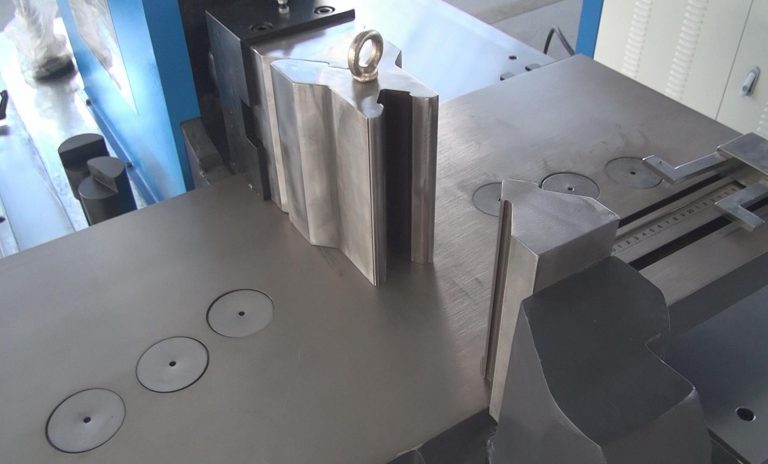
डाय बदलून बेंडिंग युनिटमध्ये लेव्हल बेंडिंग, व्हर्टिकल बेंडिंग, एल्बो पाईप बेंडिंग, कनेक्टिंग टर्मिनल, Z-आकाराचे किंवा ट्विस्ट बेंडिंग करता येते.
हे युनिट पीएलसी भागांद्वारे नियंत्रित करण्यासाठी डिझाइन केलेले आहे, हे भाग आमच्या नियंत्रण प्रोग्रामसह कार्य करतात जेणेकरून तुम्हाला सुलभ संचालन अनुभव आणि उच्च अचूकतेचे वर्कपीस मिळेल, आणि संपूर्ण बेंडिंग युनिट एका स्वतंत्र प्लॅटफॉर्मवर ठेवलेले आहे, ज्यामुळे तिन्ही युनिट्स एकाच वेळी काम करू शकतात.
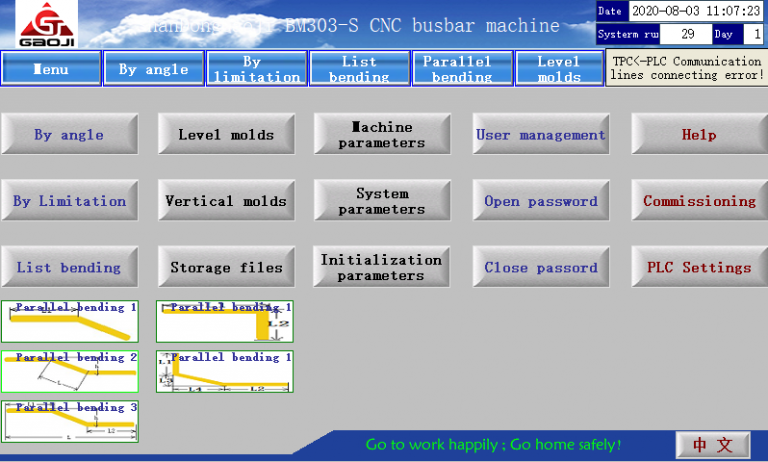
कंट्रोल पॅनल, मॅन-मशीन इंटरफेस: हे सॉफ्टवेअर चालवायला सोपे आहे, त्यात स्टोरेजची सोय आहे आणि वारंवार होणाऱ्या कामांसाठी ते सोयीस्कर आहे. मशिनिंग नियंत्रणासाठी न्यूमेरिकल कंट्रोल पद्धतीचा वापर केला जातो आणि मशिनिंगची अचूकता उच्च असते.
१६० मिमी रुंदी आणि १२ मिमी जाडीच्या कॉपर बारसाठी मल्टी-फंक्शन नॉन-सीएनसी बसबार प्रोसेसिंग मशीनच्या उत्पादनातील गुणवत्तेतील त्रुटी शोधून काढणे आणि देशा-विदेशातील ग्राहकांना सर्वोत्तम सेवा प्रदान करणे, हे आमचे ध्येय आहे. या उद्योगातील सर्व वाढत्या ट्रेंडशी जुळवून घेण्यासाठी आणि तुमचे समाधान प्रभावीपणे पूर्ण करण्यासाठी आम्ही आमचे तंत्रज्ञान आणि उच्च गुणवत्ता सुधारणे कधीही थांबवत नाही. जर तुम्हाला आमच्या सोल्यूशन्समध्ये रस असेल, तर कृपया आमच्याशी मोकळेपणाने संपर्क साधा.
मल्टी-फंक्शन नॉन-सीएनसी बसबार मशीन आणि योग्य मल्टी-फंक्शन नॉन-सीएनसी बसबार उपकरणेयाव्यतिरिक्त, उच्च दर्जाची खात्री करण्यासाठी आमची सर्व उत्पादने अत्याधुनिक उपकरणे आणि कठोर गुणवत्ता नियंत्रण (QC) कार्यपद्धती वापरून तयार केली जातात. जर तुम्हाला आमच्या कोणत्याही उत्पादनांमध्ये किंवा उत्पादनांमध्ये रस असेल, तर आमच्याशी संपर्क साधायला अजिबात संकोच करू नका. तुमच्या गरजा पूर्ण करण्यासाठी आम्ही सर्वतोपरी प्रयत्न करू.
कॉन्फिगरेशन
| वर्क बेंचचे परिमाण (मिमी) | मशीनचे वजन (किलो) | एकूण शक्ती (किलोवॅट) | कार्यकारी व्होल्टेज (V) | हायड्रॉलिक युनिटची संख्या (Pic*Mpa) | नियंत्रण मॉडेल |
| थर १: १५००*१२००थर II: ८४०*३७० | १४६० | ११.३७ | ३८० | ३*३१.५ | पीएलसी+सीएनसीदेवदूत वाकत आहे |
मुख्य तांत्रिक मापदंड
| साहित्य | प्रक्रिया मर्यादा (मिमी) | कमाल आउटपुट बल (kN) | ||
| पंचिंग युनिट | तांबे / अॅल्युमिनियम | ∅32 (जाडी≤10) ∅25 (जाडी≤15) | ३५० | |
| कातरणी युनिट | १५*१६० (सिंगल शियरिंग) १२*१६० (पंचिंग शियरिंग) | ३५० | ||
| वाकणारे युनिट | १५*१६० (उभे वाकवणे) १२*१२० (आडवे वाकवणे) | ३५० | ||
| सानुकूलन म्हणून तिन्ही युनिट्स निवडता येतील किंवा त्यात बदल करता येईल. | ||||
उत्पादन श्रेणी
-

OEM/ODM कॉपर अॅल्युमिनियम CNC बसबार चॅम्फर पुरवठा...
-
उच्च दर्जाचे टरेट बसबार वाकवणे आणि पंचिंग करणे...
-

सीई प्रमाणपत्र सीएनसी स्वयंचलित उच्च कार्यक्षमता आर्क ...
-
कारखान्यात सीएनसी स्वयंचलित उच्च कार्यक्षम आर्कची विक्री...
-
चांगल्या दर्जाचे सीएनसी-बीएमए कॉपर ऑटोमॅटिक उच्च कार्यक्षम...
-

सर्वात स्वस्त फॅक्टरी GJCNC-BP-60 बसबार प्रोसेसिंग...



